
目前国内的涂塑钢管和钢塑钢管环缝焊接技术经历了几次重大创新。20世纪70年代,选择传统焊接方法,采用低氢型焊条向上焊接技术;20世纪80年代,采用技术电弧焊向下焊接技术,采用纤维素焊条和低氢型焊条向下焊接技术;20世纪90年代,采用自保护药芯焊丝半主动焊接技术,如今全面实施主动焊接技术工艺焊接主要包括纤维素焊条向下焊接和低氢焊条向下焊接在涂塑钢管的主动焊接中,有一台前苏联开发的管道闪光对焊机,它在前苏联焊接了数万公里的大直径涂塑钢管。
涂塑钢管施工其突出特点是效率高,对环境适应性强。技术电弧焊包括使用纤维素焊条和低氢焊条。技术电弧焊仰焊技术是我国过去在塑料涂层钢管施工中使用的主要焊接方法。其特点是喷嘴组之间的间隙较大,选择停弧操作方式完成焊接过程,每层焊接层厚度较大。
焊接效率低工艺电弧焊下向焊是20世纪80年代从国外引进的一种焊接技术,其特点是喷嘴组间间隙小,焊接过程中电流大,多层快速焊接操作方法完成,适合流水作业,焊接效率高。随着大直径厚壁涂塑钢管强度等级、直径和壁厚的增加,主动焊接技术逐渐应用于管道建设中。
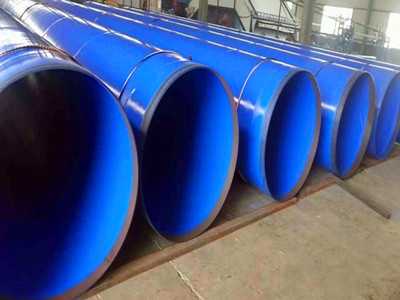
管道主动焊接具有焊接效率高、劳动强度低、焊接过程中受人为因素影响小等优点,在大直径厚壁管道的建设和使用中具有巨大的潜力。涂塑钢管是将低碳结构钢或低合金结构钢按一定螺旋角(也称成型角)轧制成管坯,然后焊接管缝而成。它可以生产窄钢带的大直径钢管。涂塑钢管主要是螺旋埋弧焊管(SSAW),在我国各种燃气管道建设中广泛使用
本文链接:http://jinshun88.com/hangye/1445.html如有转载请注明来源




 郭经理
郭经理 咨询电话
咨询电话