
大口径内外涂塑钢管的生产工艺制造大直径涂塑的方式重点选用螺旋焊管是目前制造大直径焊管的有用方式之一。它的优势是设备费用少,用一种宽度的带钢可制造的钢管直径界线相等大。目前美国、德国已制造出直径3m以上厚度25.4mm的螺旋焊管。
UOE法电焊管制造所以厚钢板做原料,经刨边和预弯边,先在u形压力机上压成u形,后在O形压力机上压成圆形管,而后预焊、内外埋弧焊,扩径以更正焊接形成的管体变形,抵达要求的椭圆度和平直度,消除焊接热影响区的残余应力。UOE焊管可制造直径为406~1620mm的钢管。这种方式可能制造的较大直径受到板材可以制造的较大宽度的限制,设备投资也较大。但制造率高,适于大批量少种类专用管制造,涂塑钢管是高压管运送管的重点制造方式。

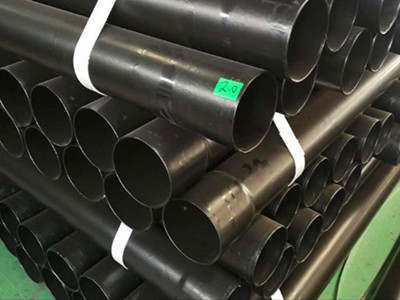
大口径涂塑钢管制造方式:
制造457-1270mm直径的内外涂塑钢管,较大的壁厚为22.2mm,制造工艺:送进钢板或拆带卷——超声波检查——对焊——刨边或切边——排辊成型——高频预焊接——定径——切定尺——脱脂——内焊——外焊——超声波检查所有焊接——扩径——水压试验——超声波检查——管端平头——成型物品检查——用户检查——打印——涂保护层——出厂
本文链接:http://jinshun88.com/hangye/1170.html如有转载请注明来源




 郭经理
郭经理 咨询电话
咨询电话