
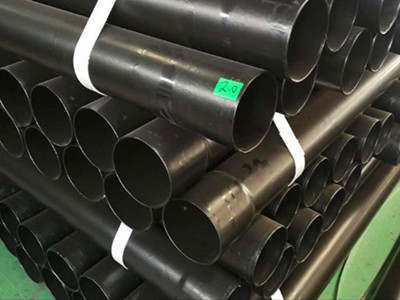
涂塑消防复合钢管生产厂家内外涂环氧树脂涂塑复合钢管由于采用的重防腐改性环氧树脂属于热固性塑料,其涂层耐温性能好,可在-30℃~200℃长期使用,并且不燃烧。同时,具有耐化学腐蚀,耐灭火剂腐蚀、耐高温和耐木垛火、以及在有水及无水状态下的防腐或耐火焰性能,涂塑消防复合钢管尤其适用于消防输水、气的灭火。内外涂环氧树脂钢管,具有优良的耐化学腐蚀性,耐水性和耐抗溶性、蛋白、高倍数泡沫灭火剂腐蚀,解决了因输水,埋地和酸、碱、盐对金属管道的腐蚀,大大提高了消防、给水(气体)管道的使用寿命,使用所限可达50年以上,同时综合维修费用仅为使用普通镀锌钢管的1/6。
一、钢管消防涂塑生产厂家工艺流程安装准备-滚槽->开孔,安装机械三通、四通->管道安装-〉统试压。
二、安装准备
1.检查开孔机、滚槽机、切管机,确保安全使用。
2.材料、工具的准备,包括管材、钢卷尺、扳手、游标卡尺、水平仪、润滑剂、木榔头、脚手架等。
3.按设计要求装好待装管子的支吊架。

三、滚槽
1.用切管机将钢管按需要的长度切割,用水平仪检查切口断面,确保切口断面与钢管中轴线垂直。切口如果有毛刺,应用砂轮机打磨光滑。
2.将需要加工沟槽的钢管架设在滚槽机和滚槽机尾架上,用水平仪抄平,使钢管处于水平位置。
3.将钢管加工端断面紧贴滚槽机,使钢管中轴线与滚轮面垂直。
4.缓缓压下。千斤顶,使上压轮贴紧钢管,开动滚槽机,使滚轮转动一周,此时注意观察钢管断面是否仍与滚槽机贴紧,如果未贴紧,应调整管子至水平。如果已贴紧,徐徐压下千斤顶,使上压轮均匀滚压钢管至预定沟槽深度为止。
5.停机,用游标卡尺检查沟槽深度和宽度,确认符合标准要求后,将千斤顶卸荷,取出钢管。
四、开孔。安装机械三通、四通
1.在钢管上弹墨线,确定接头支管开孔位置。。
2.将链条开孔机固定于钢管预定开孔位置处。
3.启动电动机,转动手轮,使钻头缓慢靠近钢管,同时在开孔钻头处添加润滑剂,以保护钻头,完成在钢管上开孔。
4.停机,摇动手轮,打开链条,取下开孔机,清理钻落金属块和开孔部位残渣,并用砂轮机将孔洞打磨光滑。
5.将卡箍套在钢管上,注意机械三通应与孔洞同心,橡胶密封圈与孔洞间隙均匀,紧固螺栓到位。
6.如为机械四通,开孔时一定要注意保证钢管两侧的孔同心,否则当安装完毕,可能导致橡胶圈破裂,且影响过水面积。
五、管道安装、按照先装大口径、总管、立管,后装小口径、分管的原则,在安装过程中,**按顺序连续安装,不可跳装、分段装,以免出现段与段之间连接困难和影响管路整体性能。
1.将钢管固定在支吊架上,并将无损伤橡胶密封圈套在一根钢管端部。
2.将另一根端部周边已涂抹润滑剂的钢管插入橡胶密封圈,转动橡胶密封圈,使其位于接口中间部位。
3.在橡胶密封圈外侧安装上下卡箍,并将卡箍凸边送进沟槽内,用力压紧上下卡箍耳部,在卡箍螺孔位置,上螺栓并均匀轮换拧紧螺母,在拧螺母过程中用木榔头锤打卡箍,确保橡胶密封圈不会起皱,卡箍凸边需全圆周卡进沟槽内。
4.在刚性卡箍接头500mm内管道上补加支吊架。
六、系统试压管道安装完毕,应进行系统试压。在系统试压前,应全面检查各安装件、固定支架等是否安装到位。安装完毕的管道可能有下垂,下垂弧度如果较大可补加支架;弧度如果较小,当管道内压力升高后,弧度会自然消失。
本文链接:http://jinshun88.com/gongsi/1681.html如有转载请注明来源




 郭经理
郭经理 咨询电话
咨询电话