
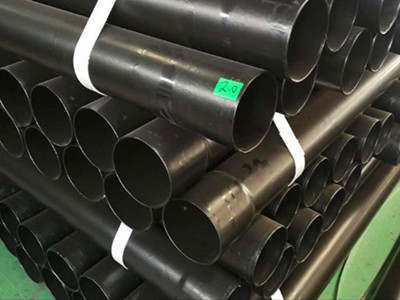
内外涂塑复合钢管焊接方法介绍:内外涂塑复合钢管是以焊接钢管为基材,采取喷砂化学双重前处理、预热、内外涂装、固化、后处理等工艺制作而成的钢塑复合管。具有优良的综合性能,很强的耐腐蚀性和机械性,良好的耐化学稳定性和耐水性,具有减阻、防腐、抗压,抗菌等作用。我国涂塑钢管厂家钢质涂塑钢管环缝焊接技能经历了几次大的革新,70年代选用传统焊接方法,低氢型焊条手艺电弧焊上向焊技能,80年代推行手艺电弧焊下向焊技能,为纤维素焊条和低氢型焊条下向焊,90年代使用自保护药芯焊丝半主动焊技能,到今日开始全面推行全方位主动焊技能。
涂塑钢管焊接工艺手艺焊主要为纤维素焊条下向焊和低氢焊条下向焊。在涂塑钢管主动焊方面,有前苏联研发的管道闪光对焊机,其在前苏联时期累计焊接大口径涂塑钢管数万公里。它的显著特色就是效率高,对环境的适应能力很强。

涂塑钢管焊缝如空地过大,则构成邻近效应减少,涡流热量缺少,焊缝晶间接合不良而发作未熔合或开裂;如空地过小则构成邻近效应增大,焊接热量过大,构成焊缝烧损;或许焊缝经揉捏、滚压后构成深坑,影响焊缝外表质量。
手艺电弧焊包含纤维素焊条和低氢焊条的使用。手艺电弧焊上向焊技能是我国以往涂塑钢管施工中的主要焊接方法,其特色为管口组对空隙较大,焊接过程中选用息弧操作法完结,每层焊层厚度较大。
涂塑复合钢管焊接效率低。手艺电弧焊下向焊是80年代从国外引进的焊接技能,其特色为管口组对空隙小,焊接过程中选用大电流、多层、快速焊的操作方法来完结,适合于流水作业,焊接效率较高。随着大口径厚壁涂塑钢管建设用钢管强度等级的提高,管径和壁厚的加大,在管道施工中逐渐开始使用主动焊技能。
管道主动焊技能因为焊接效率高,劳动强度小,焊接过程受人为因素影响小等优势,在大口径、厚壁管道建设的使用中具有很大潜力。涂塑钢管是将低碳碳素结构钢或低合金结构钢钢带按必定的螺旋线的角度卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管。涂塑钢管主要是螺旋埋弧焊管,在我国广泛用于各种燃气管道的建设。
本文链接:http://jinshun88.com/gongsi/1632.html如有转载请注明来源




 郭经理
郭经理 咨询电话
咨询电话